有限公司")
023-88660179




雙恩工業技術(重慶)有限公司
電話:023-88660179
傳真:023-88660179
手機: 13637863228
公司郵箱: shuangen99@126.com
公司地址:重慶市渝北區龍湖紫都星座A棟2409-2411
網址:www.millenialhacks.com
郵編:401147
發表時間:2018/6/27 18:07:53

磨齒通常作為齒輪硬齒面精加工的最后一道工序,以全面糾正齒輪磨前的各項誤差,獲得高的齒輪精度。最主要的齒輪磨削加工分為展成磨合成型磨兩大類,展成法磨削又分為大平面砂輪磨齒,錐面砂輪磨齒,雙碟面砂輪磨齒和蝸桿砂輪磨齒等。蝸桿砂輪磨齒作為當今汽車行業最主要的磨齒工藝,如今,高速蝸桿磨削技術飛速發展,大大提升了磨齒的加工效率,大幅降低了齒輪磨削的單件成本。
而隨著汽車行業尤其是電動汽車的迅速發展,對提高齒輪的承載,降低傳動噪音,提高功率密度都提出了更高的要求,解決齒面扭曲的磨削工藝在汽車行業逐漸被廣泛應用。
1、展成法磨齒簡介
蝸桿砂輪磨齒
蝸桿砂輪磨齒本質為一對螺旋齒輪嚙合,蝸桿法向基節和所磨齒輪法向基節相等,圖1,磨削過程中齒輪連續分度和砂輪旋轉同步,連續展成磨削出齒形。生產效率高,適合于大批量生產。
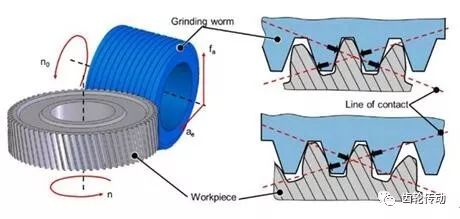
圖1 蝸桿砂輪磨齒運動與嚙合圖
大平面砂輪磨齒
大平面砂輪磨齒機是利用齒條和齒輪的嚙合原理,用展成法的原理加工齒輪。磨直齒輪時,相當于直齒輪和直齒條的嚙合;磨斜齒輪時,相當于斜齒輪和斜齒條的嚙合。大平面砂輪的“工作端面”(即垂直于砂輪軸線的大平面)來代表“假想齒條”的一個側面,同時被磨齒輪做必要的展成運動。機床結構簡單,加工精度很高,廣泛用來磨削插齒刀、剃齒刀等齒輪加工刀具,以及標準齒輪的高精度齒面。
錐面砂輪磨齒
砂輪截面形狀修整位齒條的齒截面形狀,磨削時和齒輪嚙合運動,附加沖程運動磨出整個齒寬,在磨削過程中,齒條的節線
碟形砂輪磨齒
碟形砂輪磨齒采用雙砂輪結構,利用兩個砂輪的窄邊同時磨削牙齒兩側的漸開線齒形,這兩個工作棱邊形成了假想齒條的兩個對應齒面,砂輪的傾斜角構成了假想齒條的壓力角。
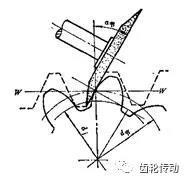
圖2 大平面砂輪磨齒
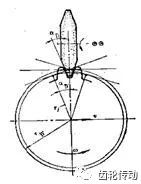
圖3 錐面砂輪磨齒
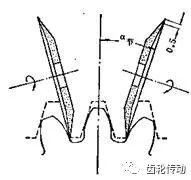
圖4 雙碟面砂輪磨齒
2、齒面扭曲的來源在了解齒面扭曲之前,我們需要認識齒輪齒向修形的重要性。大量理論和實踐表明,齒向修形能顯著減小齒輪傳動中嚙入和嚙出的沖擊,改善載荷沿輪齒接觸線的不均勻分布,減小振動和動載荷,提高齒輪傳動精度、承載能力和使用壽命,當今,在汽車制造領域,變速箱在整個車輛傳動系中起著變速變扭、倒檔、中斷動力傳遞的作用,而變速箱實現這些功能主要通過齒輪的傳動嚙合。齒輪傳動中,隨著轉速提高或載荷增大,輪齒的變形也隨之增大,其支承系統的變形也將增大,同時又受制造和安裝誤差、齒輪彈性變形及熱變形等因素的影響,在嚙合過程中不可避免地會產生沖擊、振動和偏載,從而降低了傳動精度、縮短了使用壽命、增大了齒輪傳動的噪音。
通過對漸開線圓柱齒輪的齒形和齒向進行修形,可有效的改善嚙合性能、提高承載能力、延長使用壽命、降低齒輪噪音。同樣,齒向修形技術無論在工程減速機還是在在風電增速箱齒輪設計上等都被廣泛應用。
齒面扭曲是所有帶齒向修形的斜齒輪在磨齒過程中所特有的幾何現象,無論是常見的成型砂輪磨齒和蝸桿砂輪磨齒,都會產生齒面扭曲,在不改變空間嚙合的情況下,這種制造誤差無法避免。
蝸桿砂輪在磨削過程中與齒輪的嚙合運動,在對直齒輪齒向修形時,砂輪軸沿齒向磨削運動軌跡和齒輪軸平行,砂輪和齒輪的接觸跡與齒形漸開線重合,齒向修形的運動軌跡和理論曲線接近,因此幾乎沒有扭曲產生。而在磨削斜齒輪時,砂輪和齒輪的接觸跡為斜線;圖5,砂輪沿著修形曲線的軌跡運動,即砂輪軸沿在做沖程運動的同時,附加了沿著齒輪徑向的插補運動,導致同一高度處的齒頂和齒根產生不同的磨削量,導致一段過修而另一端欠修(如圖6),通過多截面測量齒向會在齒向角度誤差上有直觀體現。
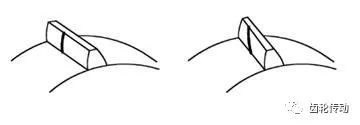
圖5 磨削接觸線
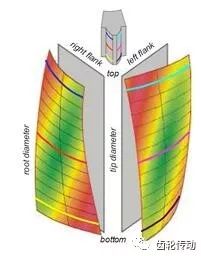
圖6 Gleason齒面扭曲圖
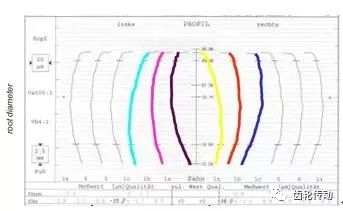
圖7 齒面扭曲測量圖
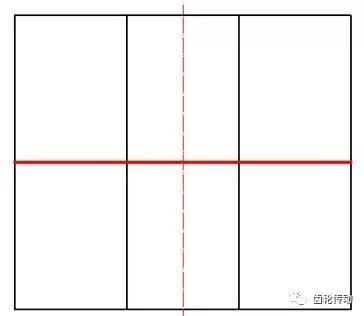
直齒輪磨削時的接觸跡線
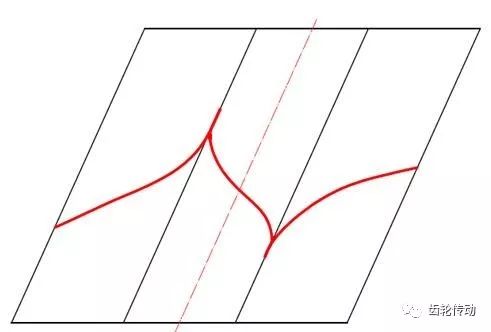
斜齒輪磨削時的接觸跡線蝸桿砂輪磨齒
3、影響齒面扭曲大小的主要因素
1) 螺旋角的大小影響砂輪和齒輪的接觸跡,通常情況下,螺旋角越大,扭曲量越大(圖8)
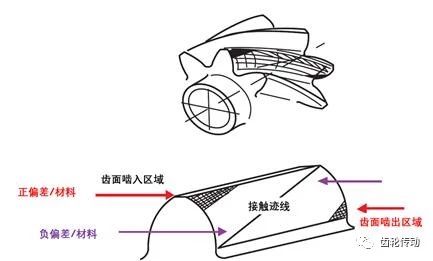
圖8 螺旋角對齒面扭曲影響
2) 齒數對齒形的形狀有顯著影響,在模數相當的情況下,齒數的多少影響了齒形的曲率大小,越少的齒數,漸開線曲率半徑越小你,蝸桿磨連續展成過程中,砂輪齒廓和齒輪齒廓重疊度小,齒面扭曲量越大。
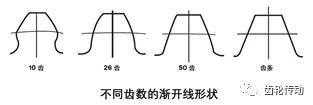
圖9 不同齒數對齒形曲率的影響
3) 模數越大,齒寬越大,接觸跡越長,扭曲量越大;
4) 鼓形量越大,齒面扭曲量越大。
4、為什么要減小齒面扭曲?
這種制造誤差引起的齒面扭曲通常是齒輪設計工程師不想要的,因為齒面扭曲會引起齒側間隙變大,傳動振動沖擊增大,傳動精度降低,工作噪聲增大等一系列問題。所以,減小和優化齒面扭曲具有明顯的積極意義。如圖:經過優化后的齒面在齒面嚙合區有很好的接觸(增大重疊度),圖10,改善了齒輪的承載,傳動精度,噪音和壽命等。
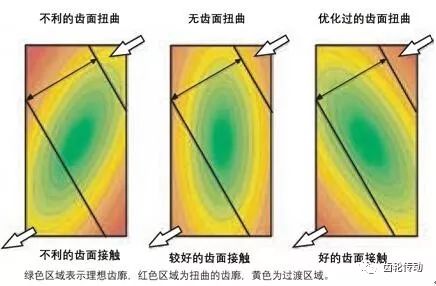
圖10 齒面扭曲對齒面接觸的影響
5、 如何控制和補償齒面扭曲?
簡單地說,抗扭曲磨削的目的是通過所扭曲量來抵消自然的扭曲,亦或增加特殊的扭曲量以補償負載下齒輪的變形。往往,扭曲一詞字面上附含了以一些負面的含義,但是對于抗扭曲磨削來說,齒輪設計者可以利用控制扭曲量來微調齒面的幾何形狀。通過改變扭曲量可以完全控制齒輪嚙合時的接觸面,因此作用在接觸面的力可以均勻分布以獲得更高的功率,更有效的功率傳輸以及延長齒輪的使用壽命。
從機床制造的角度出發,由于當前的高速蝸桿磨齒機多為五軸聯動CNC機床,結構緊湊,加工高效,具有較高的柔性,通常情況下,不需要對機床的結構和硬件上做改動,而需要在磨削策略,加工軟件上做重新計算以作出對扭曲量的正確補償。
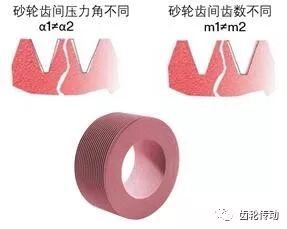
目前國外的幾大磨齒機生產廠商都擁有各自的專利方法和加工軟件實現蝸桿砂輪磨齒過程中對齒面扭曲的控制和補償,控制和補償精度較高,補償界面更為快捷和人性化。例如Reishauer磨齒機的TCG磨削方法(Twist Control Grinding), Kapp磨齒機的三截面磨齒(Kapp Topological Grinding),Liebherr磨齒機的DFT磨削策略。這些磨削控制原理都是通過對蝸桿砂輪進行修整,通過改變蝸桿砂輪的外形從而使磨削過程中產生一定的扭曲,將扭曲量疊加到自然扭曲量上,從而產生齒輪設計者所需要的扭曲。例如,在修整策略上,沿著砂輪軸向進行變壓力角修整(通過Z軸或者修整軸旋轉的附加運動),通過砂輪的壓力角變化,實現對扭曲量的補償,基于這種修整策略,修整后的蝸桿砂輪沿軸向的齒形參數與齒輪沿齒寬方向的修整量保持嚴格的數學對應關系。同時,在磨削過程中,砂輪在磨削過程中,在齒寬方向和旋轉軸方向的附加聯動也能生產出一定量的扭曲,與自然扭曲量疊加以實現控制和減小扭曲量的目的。
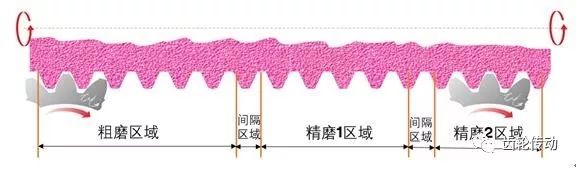
例如,在修整上,砂輪在寬度方向壓力角不再是一個恒定值,通過金剛滾輪在Z軸方向的運動調整或者通過修整軸的偏擺,實現沿砂輪方向變法向壓力角和模數,在加工過程中,砂輪也會根據修整分成若干個區域,實現對齒面的粗磨和精磨,如圖。扭曲量的控制補償通過修整砂輪的齒形和加工時多軸的附加聯動,實現對齒面的精確補償,如圖。
當前國內主要磨齒機生產廠家(如秦川,重機)都逐漸開發出自己的軟件模塊來實現對齒面扭曲的控制和補償,拉近了與進口磨齒機之間的距離,但是,解決齒面的扭曲磨削工藝對機床的機械部件精度,電氣控制精度,修整工具的輪廓設計,砂輪的切削性能和輪廓保持性都提出了很高的要求,如何提高補償和控制齒面扭曲的精確性和工藝模塊的可靠性,拉近與進口磨齒機之間的差距,需要我們提高在機床制造,調試,軟件優化等各個環節的技術實力。
從齒輪設計的角度出發,如何減小加工帶來的齒面扭曲?首先在保證齒輪齒面的嚙合性能和承載的情況下,從齒輪主要參數考慮,齒輪的模數,齒數,寬度和螺旋角均對扭曲量產生影響,相對而言較小模數,較多齒數,較小寬度和較小螺旋角,加工產生的齒面扭曲量相應較小;從齒向修形曲線的角度,修形曲線盡量平滑,避免拐點,適當減小齒向修形量,尤其是控制齒寬兩端的修形量和曲線傾斜斜率。
在磨削工藝中,砂輪通常扮演了重要的角色。
當代蝸桿砂輪磨齒技術的飛速發展,砂輪磨削線速度達到80m/s甚至100m/s,工件軸轉速也隨之提升,齒輪的高速磨削技術對砂輪提出了極高的要求,即在高速磨削時要保持良好的切削性能保證高的材料去除率,同時要求砂輪良好的形狀保持能力以保證齒輪的幾何精度。相比于標準的蝸桿砂輪磨齒工藝,帶有齒面扭曲控制補償的磨齒工藝對砂輪提出了更好的要求,主要表現在:
1) 帶有齒面扭曲控制的磨齒工藝要求砂輪有更優異的輪廓保形能力,以保證扭曲補償的準確性;
2) 帶有齒面扭曲控制的磨齒工藝相比于標準磨齒工藝對砂輪的利用率更低,砂輪壽命會顯著降低,而修整成本會隨之升高。因此,如何降低單件的工具成本,需要更長壽命更好磨削性能的砂輪。
CubitronTM II 是3M公司獨有的具有專利技術保護的的第二代陶瓷磨料,從砂輪微觀結構上,每個磨料都是標準大小的三角形磨料,在磨削加工中,這種三角形結構將大幅提高加工效率,降低燒傷風險,并改善工件加工精度。同時,更少的砂輪磨損將大幅提高砂輪的壽命。
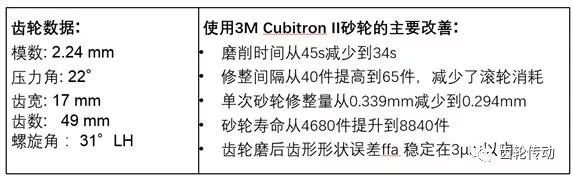
CubitronTM II砂輪在齒輪蝸桿磨,成型磨,傘齒磨等磨削應用上有廣泛的應用,高性能磨料,獨特的氣孔設計和結合及技術使砂輪的整體性能表現優異,在蝸桿砂輪的齒面扭曲控制磨削工藝,砂輪的性能表現尤為突出,大幅提高磨削效率,保證高的齒面精度,大幅提高了修整間隔,延長了砂輪使用壽命,減少了金剛滾輪磨損,從而節省了單件加工的工具成本。
應用舉例:

版權所有 雙恩工業技術(重慶)有限公司
SHUANGEN INDUSTRY TECHNOLOGY (CHONGQING) CO.,LTD.
 渝公網安備 50011202503339號
渝公網安備 50011202503339號